I got this email last week;
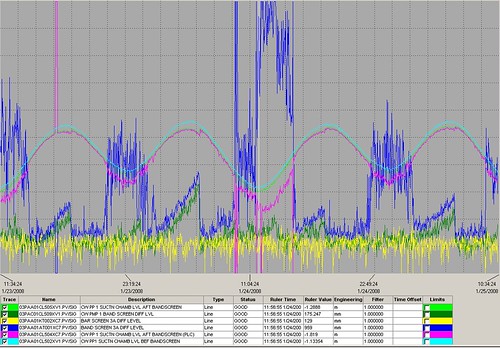
During the unit 3 trip on Saturday 29th December, it was noted that one of the Stator terminal connection point cooling water RTD devices 03MKA11CT611 went off scale, returning to normal about 5-6 hours later. Also, all of the time 03MKA11CT612 was sitting at zero. See attached trend.
While it might look as if the behavior of CT611 is genuine (not fluctuating or spiking), the Alstom Generator expert doesn’t believe that it can genuinely go that high after the generator tripped.
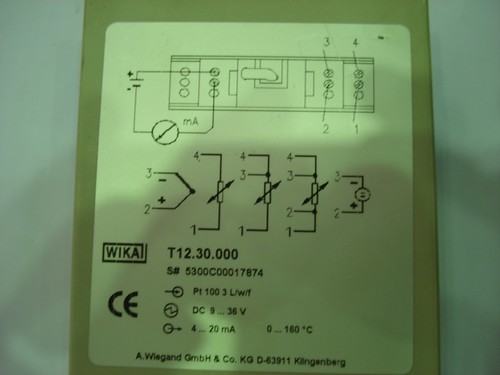
I took the opportunity myself to check the actual loop connections at the DCS and Generator (mA & RTD side of the transducers at the generator marshalling box) – all appear OK.
Could you ask someone to check the RTDs by direct measurement and the RTD-mA transducers by simulation, just to prove that they are working OK.
Also, if you get the chance, the RTD for Stator outlet winding temperature 03MKA11CT505 has been sat at 73-74 degC for the last few weeks without changing.
It would be preferable to do these checks before Unit 3 comes back on load, hopefully within the next day or 2.
Many thanks for your help in advance.
Here is our finding to that problem:
03MKA11CT505 ( Reading high at DCS )
| Number cable | Number cable | Result ( Ω ) |
| 1 | 3 | 113.9 |
| 1 | 2 | 114 |
INPUT ( Ω )
OUTPUT ( mA )
| mA | Reading at DCS | Reading at DCS |
| 4 | 0 | 0 |
| 8 | 38 | 40 |
| 12 | 79 | 80 |
| 16 | 118 | 119 |
| 20 | 159 | 159 |
Remark Status
1. Check RTD resistant OK
2. Inject mA at DCS OK
3. Check mA at converter card reading 11.36mA converter card
after disconnect cable at converter card reading still 11.36mA faulty.
03MKA11CT611
| Number cable | Number cable | Result ( Ω ) |
| 1 | 3 | 115.5 |
| 1 | 2 | 115.4 |
| A | Reading at DCS | Reading at DCS |
| 4 | 0.8 | 0.8 |
| 8 | 40.5 | 40.5 |
| 12 | 79.9 | 79.9 |
| 16 | 119.9 | 119.9 |
| 20 | 159.7 | 159.7 |
Remark Status
1. Check RTD resistant OK
2. Inject mA at DCS OK
3. Check mA at converter card reading 7.69mA OK
03MKA11CT612 ( Reading at DCS bad Q )
| Number cable | Number cable | Result ( Ω ) |
| 1 | 3 | 113.9 |
| 1 | 2 | 113.8 |
| A | Reading at DCS | Reading at DCS |
| 4 | 0.2 | 0.2 |
| 8 | 39 | 39 |
| 12 | 78.4 | 78.4 |
| 16 | 119.6 | 119.6 |
| 20 | 159.04 | 159.04 |
Remark Status
1. Check RTD resistant OK
2. Inject mA at DCS OK
3. Check mA at converter card reading 3.5mA reading converter card
at output converter card low faulty.
 Generator Hydrogen Gas Cooling Area
Generator Hydrogen Gas Cooling Area